




Hot Products
Heat Pipes
Keyword:
hiddenValue
- Description
-
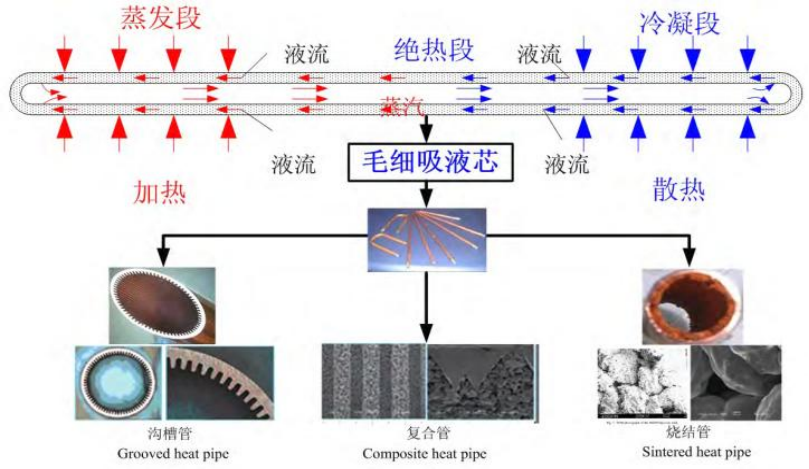
Introduction of Micro Heat Pipe
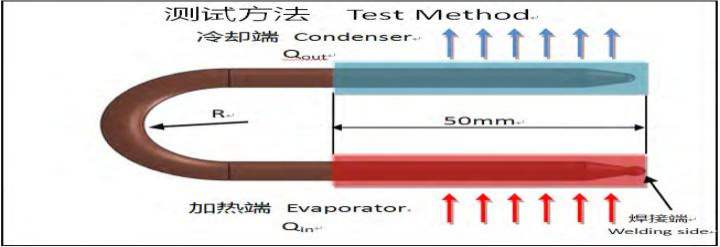
As shown in the diagram of heat transfer principle of heat pipe, one end of the heat pipe is evaporation zone (heat in) and the other end is condensation zone (heat out). When the evaporation zone is heated, liquid working-fluid in capillary wick is vaporized, the vapor flows to the condensation zone driven by the pressure difference between the hot evaporation zone and the cold condensation zone and then condensates in the condensation zone. The working-fluid, which is transformed into liquid, flows from the condensation zone to the evaporation zone along the capillary structure driven by the capillary pressure. In a cycle like this, heat is transferred from one end to the other of the heat pipes.
Different applied environment and working conditions requires different micro heat pipe with a different structure and heat transfer performance. The heat transfer performance of micro heat pipes relies heavily on the capillary wick structure in the inner surface, so design and manufacturing technology of the wick structure is the key and critical factor in the production process of the micro heat pipe at all time.
According to different wick structure, micro heat pipe includes three types: grooved heat pipe, sintered heat pipe and composite heat pipe.
Micro heat pipe structure and working principle
Heat Pipe Products
• Heat Pipe Display
• Straight Heat Pipe
• Flat Heat Pipe
• Special-Shaped Heat PipeHeat Pipe Type
Diameter (mm): 1,2,3,4, 5,6,8,10,9.5,12,12.7,16,22
Length(mm): 60~1000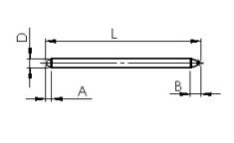
Diameter(D) Standard Length(L) Ineffective Length(A) Ineffective Length( B) 1±0.05mm 60~300±1mm 1~3.0mm 1~6.0mm、<8mm 2±0.05mm 60~300±1mm 1~3.0mm 1~6.0mm、<8mm 3±0.05mm 60~300±1mm 2~5.0mm 4~7.0mm、< 10mm 4±0.05mm 60~300±1mm 2~5.0mm 4~7.0mm、< 10mm 5±0.05mm 60~300±1mm 2~5.0mm 4~7.0mm、< 10mm 6±0.05mm 60~2000±1mm 2~5.0mm <10mm 8±0.05mm 60~2000±1mm 3~5.0mm <10mm 9.5±0.05mm 60~600±1mm <5mm <14mm 10±0.05mm 60~600±1mm <5mm <14mm 12±0.05mm 60~600±1mm <5mm <15mm 12.7±0.05mm 60~600±1mm <8mm <15mm 16±0.05mm 60~600±1mm <8mm <15mm 22±0.05mm 60~600±1mm <8mm <15mm Bending Suggestion
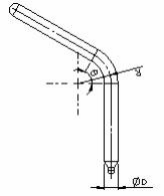
R and Angle Type Min. R Suggestion Min.Bending Angle Suggestion Φ3 6 12 180 °> 180 °> Φ4 7 16 Φ5 9 20 Φ6 9 24 Φ8 16 32 Φ10 18 40 Φ12 20 48 Width Table of Flatted Heat Pipe
Diameter Thickness Tolerance Wide Tolerance Diameter Thickness Tolerance Wide Tolerance Φ3 2.5 ±0.05 3.32 ±0.15
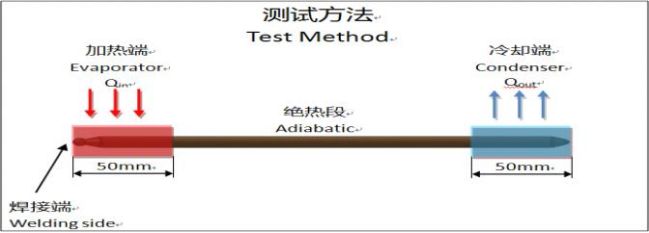
Φ63.5 ±0.05 7.6 ±0.15 2 3.65 3 7.84 Φ4 3.6 ±0.05 4.3 ±0.15 2.9 7.91 3 4.68 2.5 8.13 2.5 4.95 2 8.54 2.3 5.08 1.5 8.86 2.2 5.14 1.2 8.98 2 5.24 1 9.05 Φ5 4 ±0.05 5.75 ±0.15 Φ8 5 ±0.05 9.96 3.5 6.03 4.7 10.16 3 6.29 4.5 10.2 2.5 6.54 4.2 10.45 2.3 6.66 4 10.5 2 6.8 3.8 10.58 Φ6 5.3 ±0.05 6.62 ±0.15 3.5 10.71 5 6.82 3.2 10.9 4.8 6.92 3 10.97 4.5 7.08 Φ10 和Φ9.5 定制 4.3 7.2 Φ12 4.2 7.24 Φ12.7 4 7.34 Φ16 3.8 7.46 Φ22 Q-max Test Method For Heat Pipe
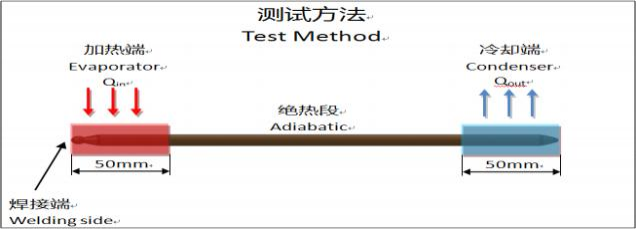
Test Method :
1. THeat Source=70±5℃
2. TCondencer =50℃
3. DB=50mm
4. DA=50mm
5. TambieNIT =25±3℃
6. Find the Q-max while T1-T2≤5℃

Q-MAX
Thermal Performance Test
pipe type:straight pipe Heat Pipe by L=150mm
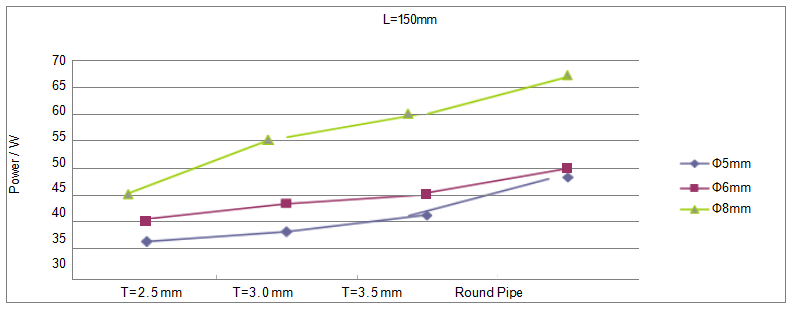
Data Obtained
Q-max Table (Watt) Flatten Thickness Ф5mm Ф6mm Ф8mm Min. Power Avg. Power Min. Power Avg. Power Min. Power Avg. Power T=2.5mm 35 36 38 40 40 45 T=3.0mm 35 38 40 43 52 55 T=3.5mm 40 41 42 45 57 60 Round Pipe 45 48 48 50 60 67 (Note: The data comes from the experimental results in 2008)
Thermal Performance Test
type:straight pipe Heat Pipe by L=200mm
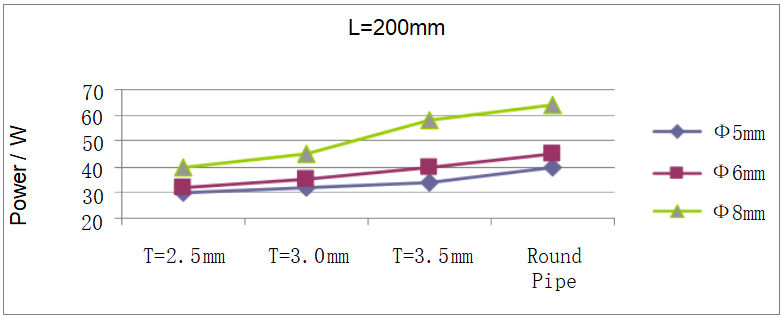
Data Obtained
Q-max Table (Watt) Flatten Thickness Ф5mm Ф6mm Ф8mm Min. Power Avg. Power Min. Power Avg. Power Min. Power Avg. Power T=2.5mm 28 30 30 32 35 40 T=3.0mm 30 32 33 35 40 45 T=3.5mm 33 34 35 40 55 58 Round Pipe 35 40 40 45 58 64 (Note: The data comes from the experimental results in 2008)
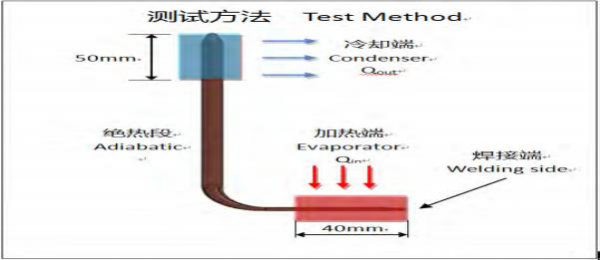
Thermal Performance Test
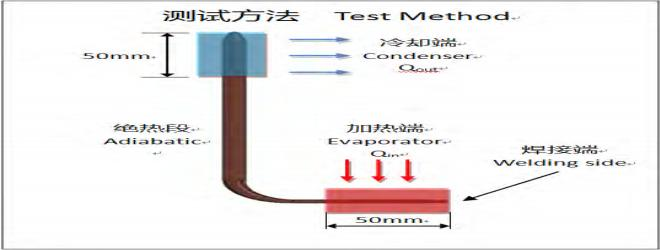
type: L pipe Evaporator=50mm
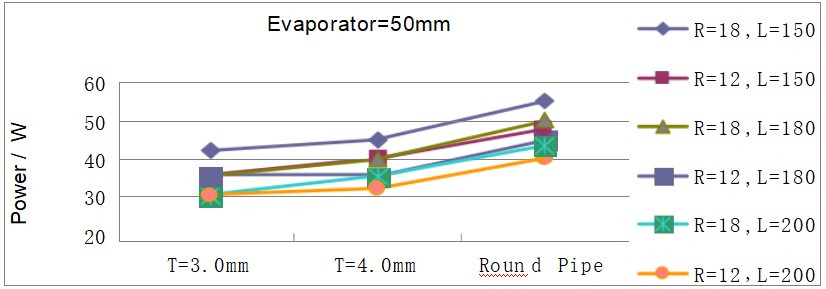
(Note: The data comes from the experimental results in 2008)
Data Obtained
Q-max Table (Watt) Specification Ф6×150 Ф6×180 Ф6×200 Bending radius R=18mm R=12mm R=18mm R=12mm R=18mm R=12mm Flatten Thickness Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. T=3.0mm 40 42 33 35 32 35 32 35 28 30 28 30 T=4.0mm 43 45 38 40 35 40 33 35 32 35 30 32 Round Pipe 52 55 45 48 48 50 43 45 40 43 38 40 Thermal Performance Test
type:L pipe Evaporator=40mm
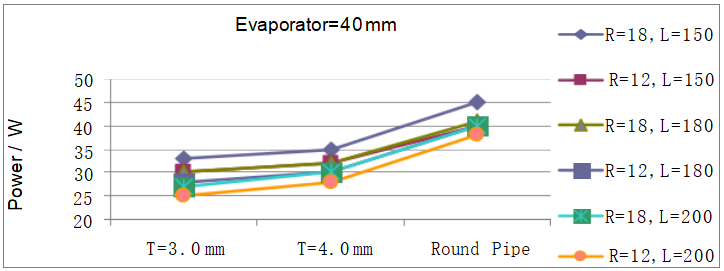
Data Obtained
Q-max Table (Watt) Specification Ф6×150 Ф6×180 Ф6×200 Bending radius R=18mm R=12mm R=18mm R=12mm R=18mm R=12mm Flatten Thickness Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. T=3.0mm 32 33 29 30 29 30 27 28 25 27 23 25 T=4.0mm 33 35 30 32 30 32 29 30 28 30 26 28 Round Pipe 43 45 38 40 40 41 38 40 38 40 36 38 Thermal Performance Test
type:U pipe Evaporator=50mm
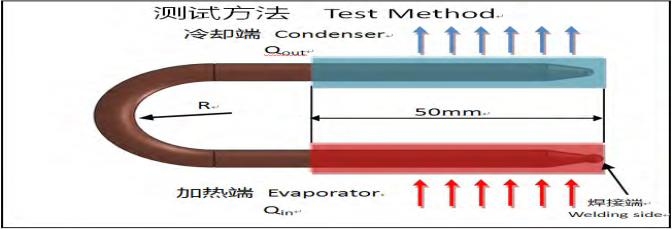
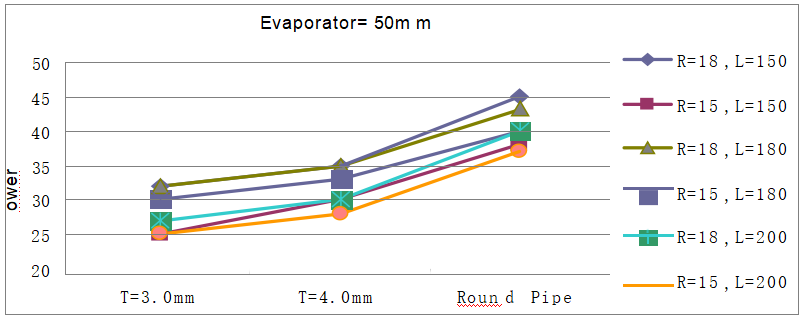
Data Obtained
Specification Ф6×150 Ф6×180 Ф6×200 Bending radius R=18mm R=15mm R=18mm R=15mm R=18mm R=15mm Flatten Thickness Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. T=3.0mm 30 32 23 25 30 32 28 30 26 27 23 25 T=4.0mm 33 35 29 30 33 35 30 33 28 30 27 28 Round Pipe 42 45 37 38 40 43 38 40 38 40 35 37 Thermal Performance Test
type:U pipe Evaporator=40mm
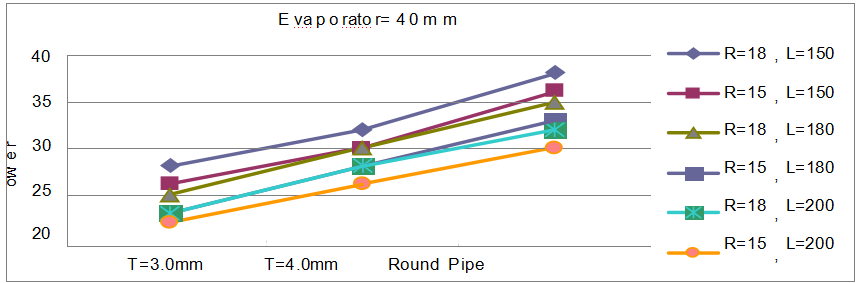
Data Obtained
Specification Ф6×150 Ф6×180 Ф6×200 Bending radius R=18mm R=15mm R=18mm R=15mm R=18mm R=15mm Flatten Thickness Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. Min. Avg. T=3.0mm 27 28 25 26 23 25 20 23 21 23 20 22 T=4.0mm 30 32 28 30 29 30 26 28 27 28 24 26 Round Pipe 36 38 35 36 34 35 31 33 30 32 28 30 Relationship between power and length(Sintered Heat Pipe)

Relationship between power and length(Grooved Heat Pipe)
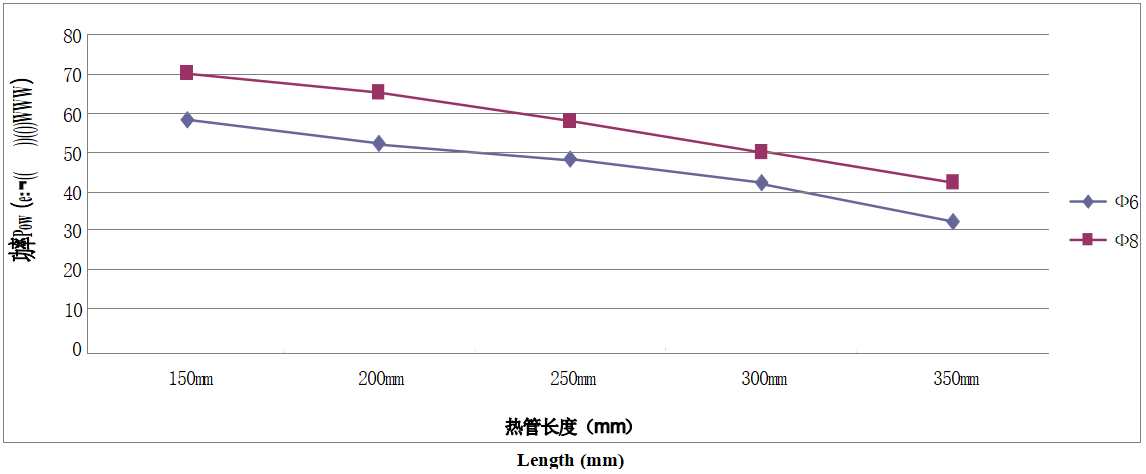
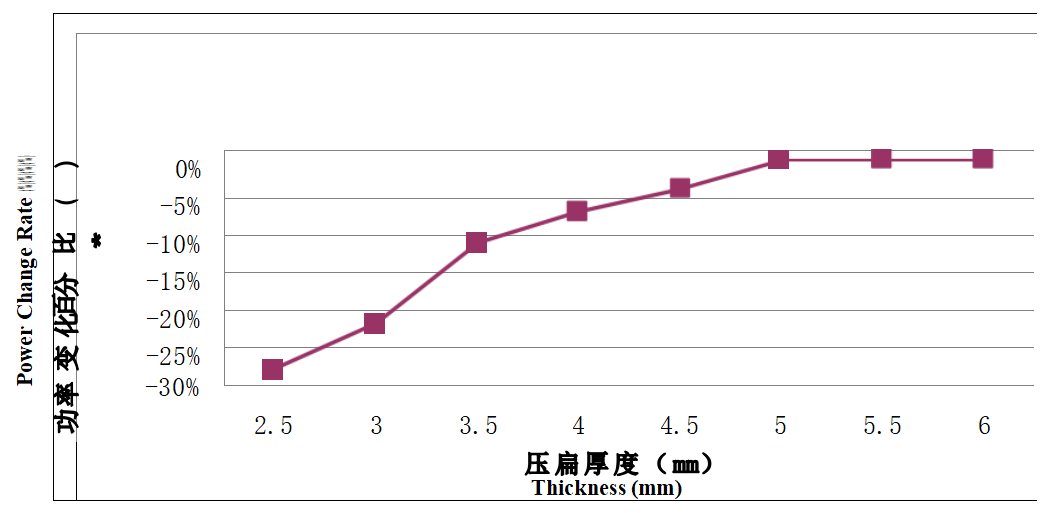
Relationship between power and thickness of heat pipe
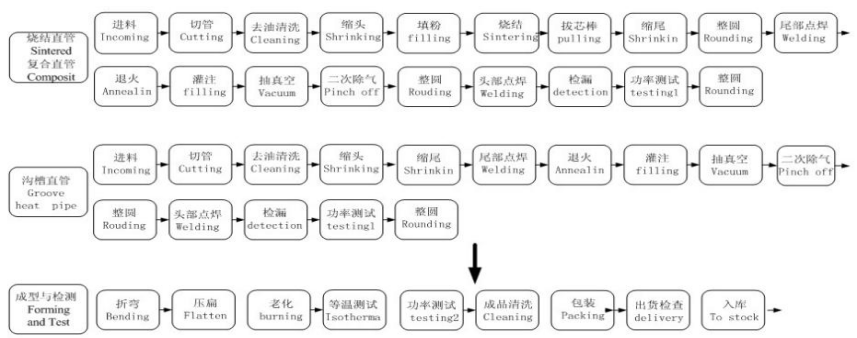
Manufacturing Process of Heat Pipe
Heat Pipe Reliability Test
1.Testing diameter and △T
2.Heating at 150℃ for one hour
3.Testing diameter and △T again
4.Heating at 150℃ for twelve hour again
5.Testing diameter and △T againObjective:
The purpose of this examination is to test the heat pipe stability which depends on how long the heat would change the shape and performance of the heat pipe in high temperature.

Isothermal test of heat pipe
1. Theat source =70℃±5℃
2. Heating Time T≤15s
3. Check the temperature in upper edge of heat pipe T1
4. Check △T ,△T ≤4℃ , (△T =T-T1)。Isothermal test of heat pipe
1.Theat source =70℃±5℃
2. Heating Time T≤15s
3. Check the temperature in upper edge of heat pipe T1
4. Check △T ,△T ≤4℃ , (△T =T-T1)。Objective:
The purpose of this examination is to see the stability of heat pipe, ensuring there are no defective goods after testing.
Thermal Cycle Test of Heat Pipe

Objective:
From testing ,the useful life and aging rate is revealed.
Our Heat Pipes
Operation Temperature 5~222℃
Burst Temperature(℃) 340℃(备注:增大壁厚可以提高破坏温度)
Useful Life@80℃operation temperature >7年 YearsHeat Pipe Reliability Experiments
1. Useful life Test
2. Leakage Test
3. Performance Test
4.Thermal Cycle Test
5. Salt Spray Test
Inquiry
Note: Please leave your email, our professionals will contact you as soon as possible!

We have supplied dependable,quality of Heatsink, Hardware parts,Coolers, DC&AC&EC Fan motors around the world.
NAVIGATION BAR
GET IN TOUCH WITH US
7950 Legacy Dr Suite 400, Plano, TX 75024, USA
LEAVE US A MESSAGE